Metal container weld seam detection method based on machine vision
Text / Shen Junjie
In the field of metal packaging, the metal container for high sealing requirements is generally formed by electric resistance welding, that is, the barrel body is rounded, and the two ends of the barrel are welded into one body, and then various shapes are processed according to customer requirements. Packaging products to achieve aesthetic and practical purposes.
In recent years, the development of high-speed automated production lines and key technologies with automation and intelligence as the main direction has become the direction of current industry technology development. The defect detection technology of the welded part of the barrel body has also emerged, and the inspection work that needs to be manually completed is converted into a computer, which not only reduces the labor cost, but also makes the detection more stable and efficient.
First, the advantages and disadvantages of common weld inspection methods
The working principle of resistance welding is to use the current existing on the welding circuit to generate a thermal effect through the resistor, while applying a certain pressure to permanently fuse the metal. The main factors affecting welding efficiency and quality are the performance of welders and welding materials. Since the world's first semi-automatic resistance welding machine was introduced in 1953, with the development of resistance welding theory and the design of resistance welding machines, more and more new and high-speed resistance welding machines have been introduced to the market. Resistance welding is the first to adopt the sine wave positive and negative peak trigger heating to make the metal plate self-melting bonding technology. In recent years, it has been developed to adopt CPU (central processing machine) centralized control and sub-system PC process control, fault self-diagnosis monitoring, AC frequency conversion Speed ​​technology, random requirements to flexibly change the speed, making the machine compact, stable and reliable.
The welding quality inspection objects mainly include weld geometry, weld position deviation and weld defects. In actual production, it is often necessary to quickly detect various features of the weld to evaluate the quality of the weld. The traditional detection methods include visual inspection of weld appearance, weld tear test, etc. However, these methods are inefficient and cannot achieve accurate inspection. In recent years, a variety of new testing techniques have been carried out at home and abroad, mainly focusing on the processing of color images of welds under visible light to obtain parameters of the weld. However, the image illumination model is unstable under visible light, and the weld image segmentation effect is poor. If ultrasonic testing technology is adopted, the process is relatively complicated, and it still stays in research and testing. It is difficult to adapt to high-speed production requirements, and there are still some difficulties in the accuracy control of detection. Active infrared technology does not have the above problems, and the necessary image processing can accurately extract the weld features, which has good effect and use value.
In China, weld quality monitoring companies generally use manual visual inspection methods for testing. When the product with the above defects is found, the defective product is manually removed from the production line. Visual inspection methods are prone to visual fatigue, resulting in visual errors and are subject to subjective factors. In short, the manual visual inspection method is inefficient and has a high detection error rate. In some research institutes, ultrasonic testing is currently used mostly.
In developed countries, the welding seam online system technology has developed rapidly, and many enterprises have reached a fairly high level. People have a relatively early understanding of non-destructive testing, and have invested heavily in the development and use of testing equipment. Some companies use infrared detection, ultrasonic monitoring and other technologies, and even some companies have developed new detection methods using video images and temperature online monitoring.
Second, based on machine vision, the development of multi-parameter integrated monitoring technology
Seam welding is a highly nonlinear process with multivariable coupling and a large number of random uncertain factors. It has the inherent characteristics of extremely short nucleation process, inability to observe in closed state, difficulty in extraction of characteristic signals, etc., resulting in solder joint quality parameters. (Nugget diameter, strength, etc.) can not be directly measured, can only be indirectly inferred through some spot welding process parameters (welding current, electrode voltage, dynamic resistance, energy, thermal expansion electrode displacement, etc.), which greatly affects weld quality monitoring Accuracy and reliability. After a long period of exploration and practice, we have obtained the following information: The development of multi-parameter integrated monitoring technology is an effective way to improve the accuracy of spot welding quality monitoring, that is, to make full use of monitoring information, and to use reasonable modeling methods to establish a reasonable multivariate The linear monitoring model and the ability to provide accurate and reliable weld quality information over a wide range of conditions is the key to quality control technology.
Our method is to design a metal container weld defect detection system based on machine vision, pre-process the original image acquired by the camera, extract the core area of ​​the weld, and then use the waveform detection algorithm to detect the defect of the weld. First of all, the hardware structure is designed for the online inspection of weld defects, and the overall software framework is built. According to the characteristics and causes of defects, the types of defects are divided into welding slag, welding, welding and welding. Secondly, the original weld image is preprocessed, the geometric image algorithm is used to rotate the weld image, and the horizontal position of the weld is obtained by the image centroid algorithm and corrected, thereby extracting the accurate weld core area and reducing some false defect information. interference. Finally, according to the characteristics of weld defect type, the waveform detection algorithm is proposed for defect identification, and the standard deviation calculation and first-order difference calculation are used to eliminate weld interference information at both ends and detect weld defects.
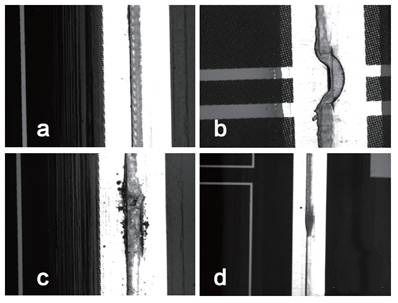
Figure 1 Qualified product (a) and non-conforming product (b, c, d) weld intermediate part
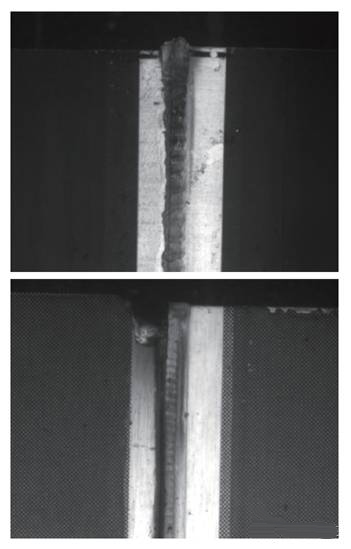
Figure 2 Qualified product (top) and non-conforming product (bottom)
Third, the quality of the weld quality judgment principle
Principle of Pixel Ratio Judgment Method: The Pixel Ratio Judgment Algorithm (ie, the Rectangle Algorithm) scans the weld seams of the image through two scan lines to determine the approximate position of the weld and the defect. Lock a rectangular box and calculate the gray scale. Since the shape of the normal weld is approximately a rectangular frame, the ratio of low-value gray pixels (ie, dark colors) is higher in the locked rectangular frame. In the defective weld, because the shape is not too close to a rectangular shape, the locked rectangular frame necessarily includes a part of the high-value gray pixel (light color) point, so the ratio of the low-value gray scale is not The normal weld image is high.
Using this method, it is first necessary to determine whether the image is taken from both ends of the product, and whether the image is located at the welding entry position or the welding out position, and the position mark is recorded. Binary conversion of the acquired weld image, edge extraction of the converted image, extraction of the shape of the weld in the image, and determination of the shape of the weld by an eight-connected graph algorithm. When the shape of the weld is a regular pattern, the weld has no defects and the product is qualified; when the shape of the weld is an irregularly curved shape, it is necessary to further judge the position of the image at the product. If the image rule in the middle part is the weld image of the qualified product; otherwise it is a defective product. Figure 1 shows the middle part of the welded joint between the qualified product and the unqualified product, and Figure 2 shows the welded ends of the qualified product and the unqualified product.
(Source: This article is selected from Metal Packaging 2016, Issue 3)
The "pet traction rope" that must be used outdoors, as well as the "leather collar" representing identity, are cheap and can be used with different styles.
Pet Collars & Leashes
SY INTERNATIONAL (CN) CO.,LTD , https://www.symanufactures.com